


大尺寸超声波模具手把手教会您(二篇0
来源:铭扬超声波官网发布时间:2019-10-25 21:25:04点击率:

接上一篇(大尺寸长条超声波模具手把手教会您)
上一稿提出了一种大尺寸长条形超声塑焊开槽焊头的设计方法, 并对其进行了实验验证。首先将 长条形焊头合理划分为若干单元 ,从而把结构复杂的开槽焊头的设计转化为结构简单的焊头单元 设计;然后将焊头单元和考虑了耦合振动的等截面半波振子比较, 利用等效机械阻抗的概念得出了 焊头的频率方程 ;

利用该方程研究了开槽数 、槽宽度以及槽长度等因素对焊头振动特性的影 响 。按此方法设计加工了几组大尺寸长条形开槽焊头 ,实验结果表明焊头共振频率的实测值和理 论值符合很好。

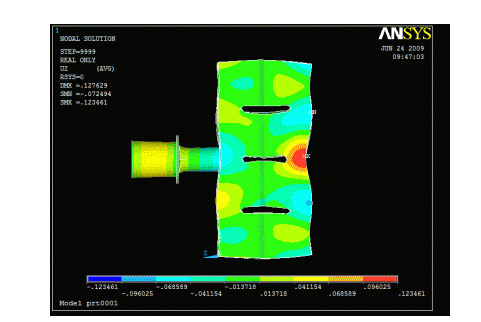
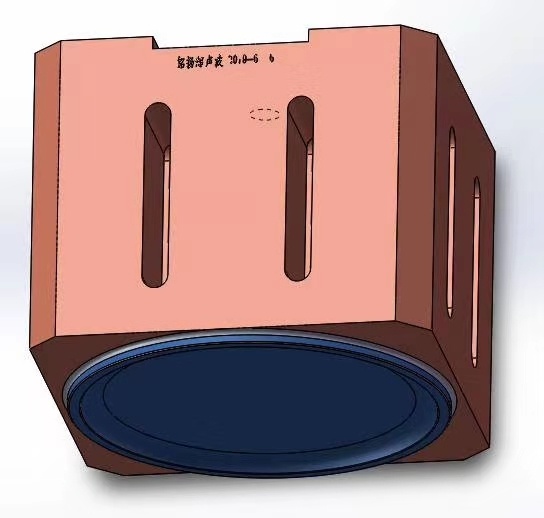
如图 1 所示。焊头的长、宽、厚分别为 L、B、T。设 z 轴为换能器激励方向, 在工作频率下, 长方形焊头 将在 z 方向产生一阶纵向振动。对于长条形焊头, 有 L≥2T, B 与 L 可比拟, 则焊头在 x 方向的横向振动 对纵向振动的影响可忽略。
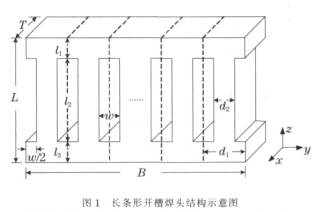
由于 y 方向的横向振动 对纵向振动影响较大, 通常利用开槽对其加以拟制。 设在 y 方向均匀开 n 个槽将焊头分为 ( n+1) 个单 元, 每个槽的宽度和长度分别为 w、l2, 槽分别距离 焊头输入及输出端面 l1、l3。为保证每个单元完全相 等, 还需在焊头横向的两端分别开宽度为 w/2 的 槽。这样每个焊头单元为一具有矩形截面的复合阶 梯形变幅杆, 假设每个单元两端和中间分别宽 d1、 d2, 由上可知: L=l1+l2+l3
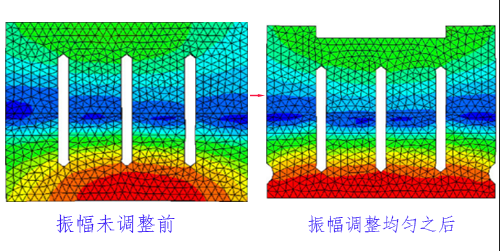
由于各个单元间的模式一致, 焊头的输出振幅也会振动模式, 当结合在一起时, 焊头也将具有此模 式, 这样焊头的设计将简化为任一单元的设计。此外 比较均匀。 为了既能有效抑制横向振动又保证焊头具有一 定刚度, 被槽分成的焊头单元宽度一般在 !/8~!/4 ( ! 为焊头一阶纵振模式的波长) , 而开槽的较理想 宽度约为 !/25~!/20[7], 按照以上准则可确定焊头的 开槽数。由于焊头单元宽度一般不超过 !/4, 所以对 其可近似用一维理论分析。图 1 中的任一焊头单元 可看成由三段矩形等截面杆组成
焊头选用铝合金7075(杨氏模量E=7.17*1010N/M2 密度 ρ=2820kg/m3, 泊松比 v=0.34) , 利用式( 1)~( 3) 及( 6) 分别计算了槽的数量 n、长度 l2、宽度 w 不同 时, 长条形焊头的谐振长度 L 随焊头宽度 B 的变化
时,长条形焊头的谐振长度L随焊头的宽度B的变化曲线。计算的谐振频率 f=20kHz, 为简便取 L1=L3。 槽长度和宽度一定的情况下, 开槽数不 同时焊头谐振长度随焊头宽度的变化情况。计算中 l2=60mm, w=10mm。由图 2 可见, 对于如图 1 所示 的开槽焊头, 其一阶谐振长度均小于按一维理论计 算的未开槽焊头的谐振长度( 此处为 126mm) , 而且 焊头谐振长度随焊头宽度的增加而增加, 但增幅逐 渐减小。此外, 当谐振频率和焊头宽度一定时, 焊头 的谐振长度随着开槽数的增加而减小。
另外用铝合金 7075( 材料同上) 加工了三个不同厚度的焊头, 给出了这三个焊头的厚度 T 及实际测量的谐 振频率 fm。当焊头厚度不超过四分之一 波长( 此处为 63mm) 时, 实测频率和设计频率的偏 差小于 2%, 能较好地满足工程应用的要求。
将长条形超声塑焊焊头合理划分为若干相等 单元, 利用传递矩阵法推导出了焊头单元的频率方 程。若已知焊头宽度和开槽的数量及尺寸, 利用该 方程可方便地设计长条形焊头, 从而为长条形开槽 焊头的设计提供了理论依据。本文也通过实例分析 了开槽数、槽宽度及槽长度等因素对焊头尺寸的影 响, 可见该方法对焊头的优化设计也具有一定的影响
对开槽后的长条形焊头进行了振动分析, 将焊头分 为端部单元体和中间单元体, 利用表观弹性法和等 效传输线法, 分别给出了四个不同单元体长度和高 度方向的频率方程, 利用这些频率方程可以设计长 条形焊头, 但是设计过程比较复杂, 一些参数的选取 要靠经验, 不便于工程应用。本文将长条形焊头通 过合理开槽分成若干相等的单元, 利用传递矩阵法 得出了焊头单元的频率方程, 为长条形焊头的设计 提供了理论基础。该设计理论计算简单, 物理意义 明显, 为长条形焊头的工程设计提供了一种简单易 行的方法。
今天介绍就到这里了,更多的超声波知识请关注我,铭扬超声波小编教您从小白到大师,铭扬来帮忙!!

欢迎分享到朋友圈,转发即支持!文章底部“写留言”可以谈谈你对本文的看法哦!
网 址:http://www.mingyangus.com/
阿里工厂店:https://shop556f552d92957.1688.com
手 机 旺 铺:https://shop556f552d92957.1688.com
手 机 站:http://m.dlgdmaxwide.com/

